The 7 Failures of Fluid Ends

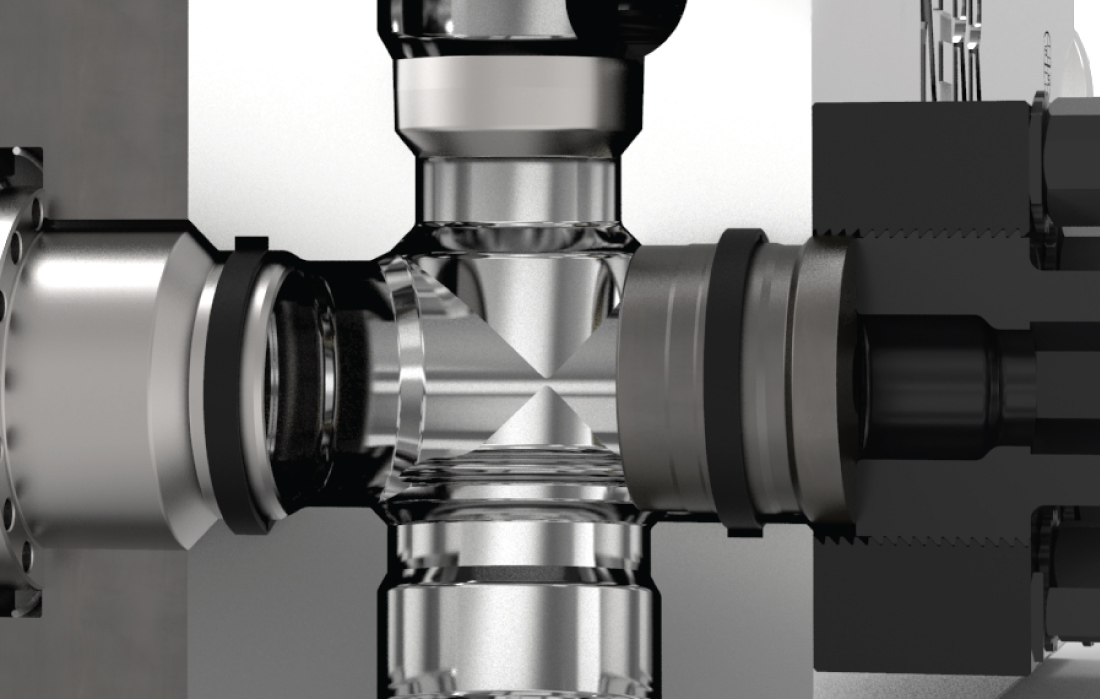
Failure 01
Intersecting Bore Cracking
Intersecting bore cracking was the number one failure for fluid ends until we cracked the code. Kerr Pumps fluid ends are built to frac! Made with Super Stainless II - the strongest and toughest stainless steel ever used in a fluid end - each Kerr Super Stainless fluid end model is engineered with proprietary stress reducing geometries that are optimized to withstand the highest loads in the industry. All of these Transfer the Wear™ design benefits are all available in our all new patent-pending Frac One Connect fluid end!
Failure 02
Packing Bore Washouts | Washboarding
Washouts are the #1 cause of fluid end failures today! Kerr Pumps patent-pending Super Seal design has a removable sleeve in the packing area which is a dual sacrificial piece. The sleeve’s internal bore is engineered to save a fluid end from packing washout. The outer surface of the sleeve seals against a seal that is embedded into the fluid end designed to Transfer The Wear from the fluid end to the outside of the sleeve. Each sleeve is field repairable, providing a windfall of savings for service companies! Beware of using press fit sleeves as they are not only costly, but the need to machine them out is very time consuming! Also, watch out for sleeves that have seals on the face and outer side, because these sleeves just move the failure point from the packing bore to the seal bore. Every patent-pending Frac One Connect model ships with our Super Seal packing bore sleeves.

Failure 03
Suction Seal Bore Wash/Wear
The cyclic nature of the reciprocating pump is the culprit for causing suction seal bore wash and wear. As the plunger strokes back and forth, the suction cover breathes. This breathing movement causes the seal to wear out the seal bore in the fluid end. This wear and wash becomes even more accelerated when 100 mesh sand gets into the seal interface. Additionally, if the retainer nut begins to back out during operation, the wash and wear becomes more severe. Our patent-pending Super Seal® embedded in the fluid end, moves the seal from the suction cover to the fluid end. This enables us to Transfer The Wear™ to the suction cover and away from the fluid end, protecting the fluid end from wash and wear.
Failure 04
Discharge Seal Bore Wear
The discharge seal bore wears as it rubs against the seal on the discharge plug. During maintenance, when valve seats are pulled to change out parts, the tools used often hit the seal bore damaging the fluid end. Our patent-pending Super Seal® design creates a groove to house the seal for the discharge bore. Moving the seal groove to the fluid end, enables us to Transfer The Wear™ to the discharge plug, protecting the fluid end.

Failure 05
Valve Seat Deck Washouts/Cracks
The valve seat often cracks inside of the seat flange area. Once the seat cracks, a wash point occurs, washing out the fluid end. Also, changing valve seats are one of the biggest maintenance headaches. For years, our research and development team has worked with tungsten carbide seats. In that time, we have learned a great deal • Tungsten carbide performs poorly in tension, but holds up well in compression. • Tungsten carbide can last up to 10 times the life of normal seats, but it can cost up to 12 times the price of standard seats. As a result of our extensive research, we have transitioned to our new patent-pending Super Seat® design. The Super Seat® is in full compression AND has tungsten carbide only where it matters - in the strike face or metal to metal seal area. The new Super Seat® design enables us to offer a 4 series valve seat for only $89 and a 5 series seat for just $98! And, since there’s no flange to break, wash points in the fluid end are a thing of the past. This new seat will reduce downtime and protect a failure that happens much more often than it should.

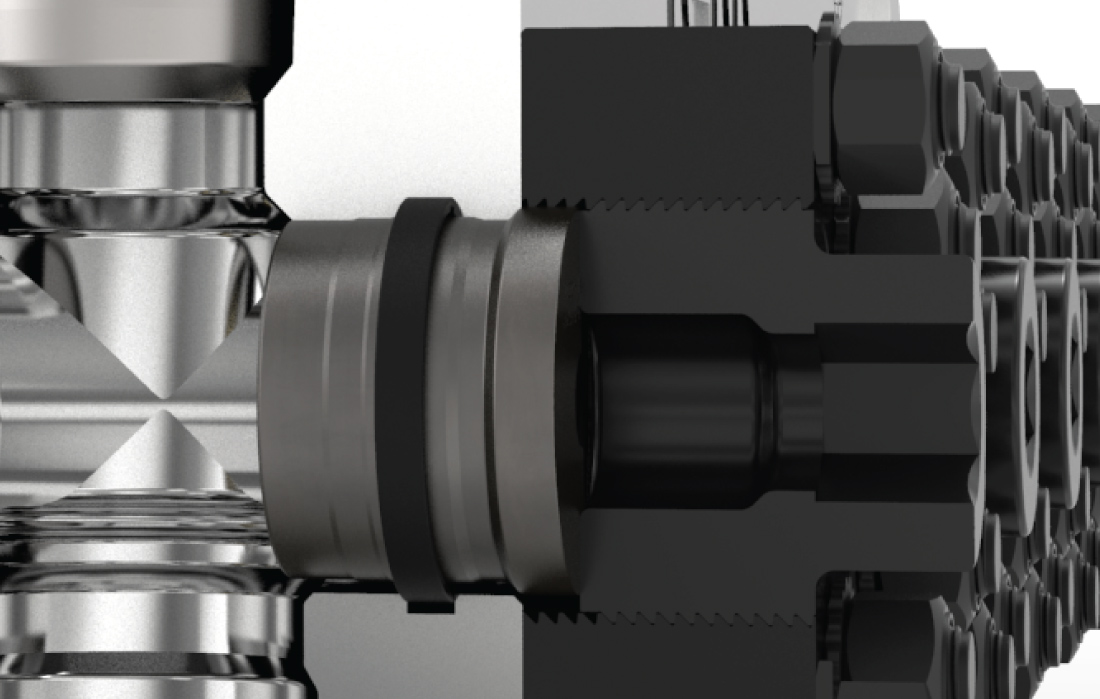
Failure 06
Thread Cracking
The retainer nuts on a 4.5” plunger, pumping at 12,000 PSI, undergoes up to 287,467 lbs of cyclic load. To just equal that pressure load and get it out of cyclic stress, 19,404 lb/ft of torque would need to be applied. All that pressure added to the galling, wear, and tear on the fluid end threads and retainer nuts causes thread cracking. We developed the patent-pending Frac One bolt on design to combat the problem of thread cracking. By spreading the load to 8 studs per hole, we reduced the load for each stud to 35,934 lbs. And, with each stud torqued to 700 lb/ft cyclic stress was removed.

Failure 07
Flange Failure
Using a flange for the stay rods has never been an optimal solution. Flanges produce a lot of flex in the fluid end and create a great deal of waste in time and material during machining. When flex occurs in a flanged fluid end, it causes the stay rod nuts to lose torque, and can increase the likelihood of fatigue cracking in the intersecting bore (reverse loading). And, on rare occasions, we have even seen cracking happen at the flange. Our FRAC ONE CONNECT™ design reduces flexing by 420% by making a more rigid connection.

We don't know any other company that offers solutions to these failures.